Надеждното уплътняване между цилиндровата глава и цилиндровия блок е едно от централните изисквания към модерната технология на двигателите. Качеството на уплътнителните повърхности влияе не само на експлоатационния срок на гарнитурата на цилиндровата глава (ГЦГ), но и на ефикасността на двигателя. При това различните материали на гарнитурите изискват специфична обработка на уплътнителните повърхности. В миналото се използваха преди всичко гарнитури на цилиндровата глава от мек материал в комбинация със здрави чугунени блокове, но при модерните поколения двигатели ситуацията е променена коренно. Към момента най-новите постижения в техниката представляват гарнитурите за цилиндрова глава от многослойна стомана (MLS) или метал и еластомер, а това налага значително по-строги изисквания по отношение на качеството на повърхностите.

Причини за повреди на цилиндровата глава
Повредите на цилиндровите глави могат да са резултат от различни фактори. Прегряване или неравномерни термични натоварвания често водят до деформации и следователно до неравна уплътнителна повърхност, а това нарушава уплътняването между цилиндровата глава и цилиндровия блок. Поради умора на материала или прегряване са възможни също пукнатини в материала и в резултат на това течове на охладител или масло. Износването на клапанните легла, водачите на клапаните и уплътнителните повърхности е друг проблем, който може да наруши функционирането на цилиндровата глава. Освен това при по-стари двигатели често настъпва корозия на уплътнителните повърхности, а това допълнително затруднява уплътняването.
Работни стъпки при ремонт на цилиндрова глава
Ремонтът на цилиндрова глава се извършва в няколко прецизни работни стъпки. Първо цилиндровата глава се отделя от цилиндровия блок и се разглобява напълно. Всички допълнителни елементи, като клапани, разпределителни валове, уплътнения и винтове, се отстраняват. След това цилиндровата глава се почиства щателно от остатъци от масло, сажди и охладител. Това е важно с цел точна проверка и обработка. След почистването цилиндровата глава се проверява за повреди. Посредством индикаторен часовник или линеал се проверява дали уплътнителната повърхност е плоска, тъй като деформации могат да доведат до нехерметичности.
Изисквания за качество на повърхността в зависимост от типа уплътнение
Гарнитури на цилиндровата глава от мек материал изискват сравнително грапава повърхност с цел осигуряване на механично зацепване с уплътняващия материал. В случая типичните коефициенти на грапавост са в диапазона Rz 15 – 20 µm, Rmax 20 – 25 µm и Wt 8 – 10 µm. Тази структура осигурява надеждно уплътняване чрез механично закрепване на уплътняващия материал.
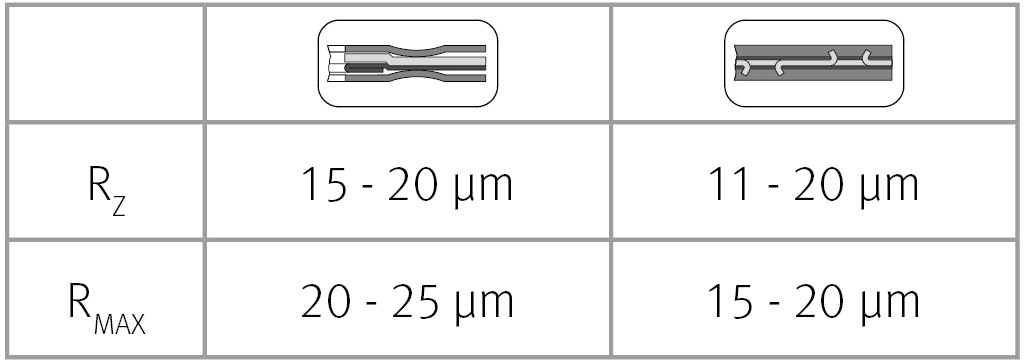
Модерните уплътнения от многослойна стомана (MLS) изискват значително по-фина повърхностна обработка. Надеждните стойности при Rz са до 11 µm, а при Rmax – до 15 µm, като действителните стойности обикновено са значително по-ниски, тъй като при уплътненията от MLS не се изисква голяма грапавост. Твърде грапава повърхност може да доведе до недостатъчно уплътняване от металните слоеве.
Уплътненията, комбиниращи метал и еластомер, се нуждаят от балансирана повърхностна структура. Те трябва да са достатъчно гладки, за да уплътняват, но същевременно да предоставят микрозацепване за уплътнителните ръбове. В случая идеалните стойности са в диапазона Rz 11 – 20 µm, Rmax 15 – 20 µm и Wt 8 – 10 µm.
Обработка на цилиндровата глава и цилиндровия блок при MLS уплътнения
При употребата на уплътнения от многослойна стомана решаващият фактор е, че трябва да се обработят както цилиндровата глава, така и цилиндровият блок. Изискванията за линеен натиск – т.е. равномерното разпределение на налягането на натиск – трябва да са идентични върху двете повърхности, за да се осигури надеждно уплътняване.

Важно указание:
При употребата на MLS уплътнения плоското шлифоване на уплътнителните повърхности (цилиндрова глава и цилиндров блок) е абсолютно задължително. Ако тази обработка не бъде извършена, не може да се гарантира, че новото MLS уплътнение ще уплътнява надеждно или ще постигне същия експлоатационен срок като в първоначалното монтажно състояние. Дори най-малки неравности или отклонения в повърхностното качество могат да доведат до нехерметичности и преждевременен отказ.
Допълнително указание относно повърхностната обработка
Една единствена драскотина на уплътнителната повърхност в най-лошия случай може да доведе до ненадеждно уплътняване от зиговката на MLS уплътнението. Затова плоско шлифованите повърхности винаги трябва да се предпазват и третират внимателно – особено по време на съхранение, транспортиране и монтаж.
Митът за медния спрей и уплътнителния материал
Широко разпространената употреба на меден спрей или други уплътнителни материали при MLS уплътненията е не само ненужна, но може да е дори контрапродуктивна. Такива материали не могат да компенсират драскотини или недостатъчна грапавост и в най-лошия случай нарушават функционирането на уплътнението. MLS уплътненията са проектирани като прецизни компоненти за „сух“ монтаж – допълнителни покрития нарушават определената функция на уплътняващите слоеве и могат да причинят нехерметичности.

Влияние на материала върху обработката
Материалът на блока също играе решаваща роля. Докато чугунените блокове в миналото бяха достатъчно здрави, за да издържат на груби обработки, модерните материали, като алуминий и силициеви сплави, изискват прецизна обработка. Микроотчупвания или следи от влачене бързо могат да доведат до нехерметичности при тези чувствителни материали. Затова е задължително извършването на проверка на качеството на повърхността с подходящ грапавомер, тъй като оценка само „на допир“ не съответства на модерните изисквания.
Плоско шлифоване на уплътнителната повърхност
Ако уплътнителната повърхност на цилиндровата глава е деформирана, тя трябва да бъде шлифована плоско. При това се отнема тънък слой материал с цел изглаждане на повърхността. В зависимост от деформацията и изискванията за качество на повърхността това се извършва чрез плоско фрезоване, плоско шлифоване или притриване. При това отнемането на материал трябва да е минимално, за да не се промени прекомерно геометрията на цилиндровата глава. Износени клапанни легла се доизглаждат или сменят, за да се осигури оптимално уплътнение на клапаните. Водачите на клапаните също се проверяват и сменят при необходимост за гарантиране на правилна хлабина на клапаните. След обработката цилиндровата глава се монтира отново с нови уплътнения и при спазване на предписанията на производителя. При това е важно винтовете да бъдат затегнати в правилната последователност и с предписания въртящ момент, за да се избегнат напрежения и деформации.
Избягване на грешки при монтажа
Неправилен монтаж, например неправилно затягане на винтовете или повторна употреба на стари уплътнения, също може да доведе до нехерметичности. Затова е важно за смяната винаги да се използва ново, висококачествено уплътнение и да се спазват предписанията на производителя относно монтажа. Нискокачествени или неподходящи уплътнения могат да доведат до преждевременен отказ.
Затова винаги се доверявайте само на резервни части Elring с качество на оригинално оборудване.






Коментари