Инструкции стъпка по стъпка
При монтажа на лагерите на двигателя трябва да се спазват точно инструкциите. Проверката на размерите и допустимите отклонения в крайна сметка са особено важни за монтажа. Предоставяме преглед кои хлабини и допустими отклонения трябва да се проверят.
Подготовка

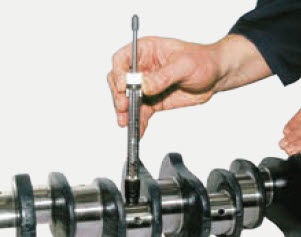
1.Измерване на инсталационния отвор
2. Измерване с поставени лагерни черупки
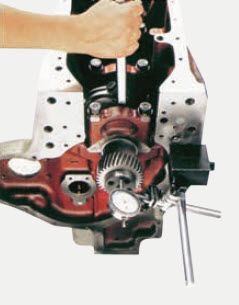
Измервания на диаметъра и цилиндричност на прави или наклонени мотовилки
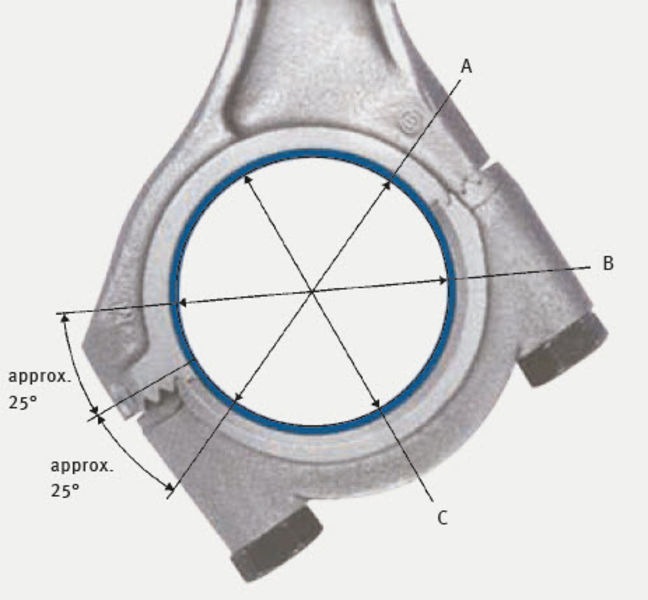
За всеки процес на обработка и измерване трябва да се спазват спецификациите за затягане. Както показват фигурите, са необходими две измервания:
1.Измерване на инсталационния отвор (без лагерните черупки).
Забележка: Спазвайте инструкциите на производителя, ако мотовилките са разделни!
(Мотовилката е изработена като един елемент и след това с прецизна обработка е отделена долната затваряща половинка от главата. Измерванията се извършват само със съответстващия детайл)
2. Измерване с поставени лагерни черупки
Изчислете средната стойност от измерените A и B размери и сравнете с измерената стойност C. Резултатът ви показва дали лагерът е кръгъл. Ако откриете разлика между стойности A и B, това предполага изместване на капачката с половината от разликата.
Тези допуски са стандартни стойности, освен ако не са посочени различни цифри от производителя.
За размерите на отворите се прилагат допустимите отклонения, посочени в каталога.
Допустима конусност и отклонение от цилиндричност:
| Диаметър | Конусност | Цилиндричност |
| До 25 мм | Макс. 3 µm | Макс. 3 µm |
| 25 до 50 мм | Макс. 5 µm | Макс. 5 µm |
| 50 до 120 мм | Макс. 7 µm | Макс. 7 µm |
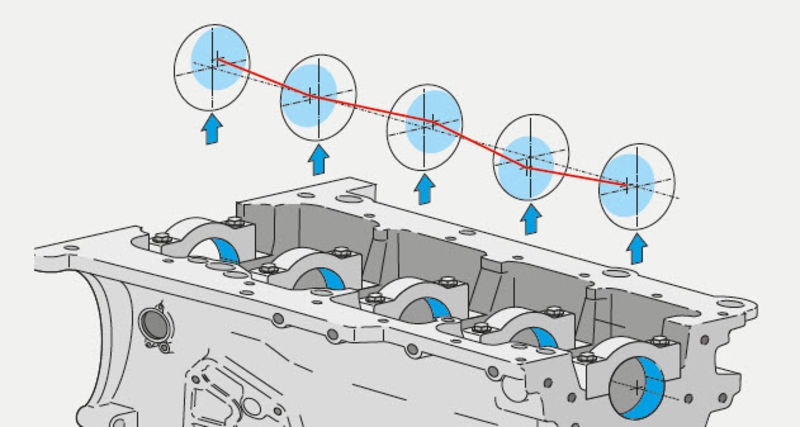
Обща концентричност на всички отвори макс. – 0,02 мм
Концентричност между съседните отвори на лагерите макс. – 0,01 мм
Забележка:
По време на възстановяването на коляновия вал трябва да се извършват проверки за пукнатини след подравняване, закаляване и шлайфане.
Последна проверка на коляновия вал
Диаметърите на вала се проверяват за допустимите отклонения, посочени в каталога. Извършвайте индивидуални проверки за съответствие с допустимите отклонения за цилиндричност и паралелизъм.
Максимални стойности за конусност, изпъкналост или вдлъбнатост на леглата на основните лагери:
| Ширина | Допуск |
| до 30 мм | 3 μm |
| над 30 до 50 мм | 5 μm |
| над 50 мм | 7 μm |
Проверека за радиална ексцентричност
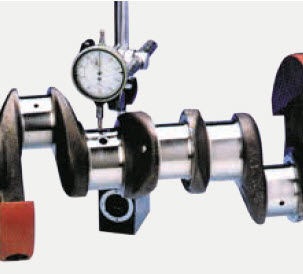
Трябва да се извърши проверка на концентричност на всеки възстановен колянов вал, особено след повторно закаляване. Разрешената радиална ексцентричност се измерва на външните лагерни шийки.
Разрешено разминаване на основните лагерни шийки:
Съседни лагери: 0,005 mm
Общо: 0,01 mm
Тези допуски са стандартни стойности, освен ако не са посочени различни стойности от производителя.
Проверка на радиуса на закръгление

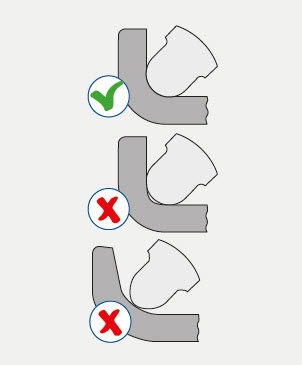
Радиусите трябва да бъдат точно измерени според спецификацията на производителя. Прекалено малки радиуси водят до счупване на коляновия вал. Прекалено големите радиуси водят до ръбово износване на лагера.
Съответствието със спецификациите за качество на повърхността и толеранса на размерите е особено важно за закалените радиални лагери.
Ако е избран правилния радиус, не трябва да има видима празнина.
Тест за твърдост на коляновия вал
След шлайфане, повърхностната твърдост на коляновия вал в областта на лагера трябва да бъде над 55 HRC. Ако тази повърхностна твърдост не се постигне, коляновият вал трябва да се закали отново. Прекалено меките лагерни шийки водят до повреда на лагера. Коляновите валове с напълно износени лагерни шийки вече не могат да се използват.

Внимание:
Болтовете добри ли са?
Болтовете с видими механични повреди трябва да бъдат сменени. Болтовете, затягани с въртящ момент и допълнителен ъгъл, трайно се удължават и следователно вече не могат да се използват.
Избор на правилните плъзгащи лагери
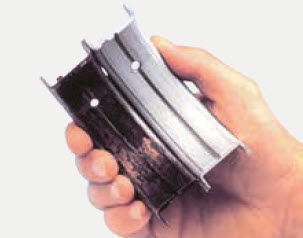
Направете сравнение с отстранения лагер. Само така можете да сте сигурни, че сте избрали правилния лагер от каталога. Motorservice доставя лагерите, готови за монтаж. Лагерите не трябва да бъдат преработвани, освен ако в каталога не е посочено друго.
“KS Plastic Gauge” измервателна лента

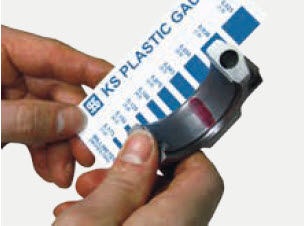
Позволява бърза и точна проверка на хлабината на плъзгащи лагери. Особено подходяща е за проверка на хлабините на основните лагери на коляновия вал, мотовилковите лагери и лагерите на разпределителния вал.
„KS Plastic Gauge“ е тънка, калибрирана пластмасова лента, която се вкарва в лагера за измерване на хлабината му. Когато капачката на лагера се затегне, лентата се смачква на определена ширина.
След освобождаване и сваляне на капачката на лагера се измерва получената ширина и се определя хлабина на лагера с помощта на предоставената референтна скала.
Диапазон на измерване: 0,025 до 0,175 mm
Обхват на доставка: 10 измервателни ленти, инструкции за измерване и скала за измерване
Масло върху лагените черупки

Забележка: Използвайте масльонка. Четката може да прехвърли частици мръсотия с маслото.
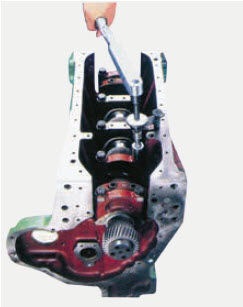
Стягащи болтове
Следвайте точно спецификациите за затягане и проверете с динамометричен ключ. Това е единственият начин за осигуряване на зададеното притискане, за сигурно прилягане на лагера и правилна хлабина.
Правилна аксиална хлабина
Аксиалният лагер се произвежда с допълнителна ширина за ремонтни цели. Ако шлайфате коляновия вал, за да съответства на ширината на лагерната черупка или дебелината на опорната шайба, ще трябва да постигнете правилната аксиална хлабина. Информация за специфичната аксиална хлабина на двигателя може да бъде получена от производителя на двигателя.
Внимание:
Някои ремонтни размери на аксиалните лагери и опорните шайби са проектирани с допълнително допустимо отклонение.

За да избегнете повреда при първото пускане, препоръчваме във всеки случай системата за налягане на маслото да се напълни ръчно с двигателно масло преди стартиране на двигателя. Това ще гарантира, че въздуха, който е в системата за маслото, ще бъде отстранен и че всички компоненти ще функционират безопасно от самото начало. В допълнение към плъзгащите лагери, от този процес се възползват и хидравличните обтегачите на веригата, устройствата за фазиране на разпределителния вал, хидравличните повдигачи, както и компонентите на двигателя, смазвани с двигателно масло като турбокомпресори, горивни помпи, инжекционни помпи и вакуумни помпи.
Забележка:
Този процес обикновено се предписва от много известни производители на двигатели, преди да стартирате нов или двигател след основен ремонт за първи път.
Източник: Kolbenschmidt




Коментари